Resin Casting Instructions
Instructions for making a 2-part mold of a 5-point articulated action figure for resin casting using the Kerf Loss Casting Kit. These instructions are similar to those used for wax casting, however resin casting requires different fixtures and mold design.
A 2-part mold is designed to be completely separated in order to remove the castings. When making a 2-part mold, you start by making the first half (Side A), followed by the second half (Side B).
Important – Due to the nature of the armature kit and the pins that must be inserted in the mold, a cut-mold design is NOT recommended.
Materials
Soft oil based clay (eg. Plastalina) – Used to define the parting line around each piece (or part) of the figure
Sculpting tools – Used to smooth the clay around each part
Portable work surface – Sturdy cardboard, chipboard, plastic tray used as the base of the mold
Cardboard – Used to build the mold walls
Hobby knife
Glue (eg. hot glue, sticky wax) – Used to join the mold walls to each other and the portable work surface
Important – Do not use super glue if you plan to use a platinum cure silicone.
Right Angle tool (eg. speed square, cut cardboard) – Used to trim the clay bed
Silicone - a tin or platinum cure silicone with a shore hardness around 20A - the higher the shore hardness, the more difficult it will be to stretch the mold over the inset pins – more on this later.
Mold Release – Vaseline or professional mold release product
Key steps to making a 2-part mold for resin casting
The following steps include making the mold and preparing it for casting.
Form the clay bed
Arrange the parts of the figure
Building the clay up to the parting line
Smooth the clay at the parting line
Mark sprues & vents with placeholders and/or scoring the clay
Add mold registration keys
Trim the clay bed to size
Build the mold walls
Pour the silicone for Side A and let cure
After silicone cures, remove the mold walls
Remove the clay bed
Rebuild the mold walls
Apply mold release
Pour the silicone for Side B and let cure
Remove all parts and pins
Cut sprue funnels and vents
Insert Nylon pins
Cast the resin
Trim the sprues and vents
Congratulate yourself on your first resin casting!! 🎉
Making the Mold
Form the Clay Bed
Take your portable work surface, such as a piece of sturdy cardboard, foam core, chipboard, or a plastic tray and create an evenly distributed bed of clay. The clay bed should be about 1/4" (6mm) thick and big enough to fit all of your parts

Arrange the parts of the figure
First, use the additional pins from the Casting Kit to ensure each part has a pin. Then place a brass enlarging sleeve on each pin, increasing the diameter from 1/8" to 3/16”. This larger diameter will create a stronger peg when cast in resin.
Important – The brass enlarging sleeves will be a little loose and may fall off while handling. An easy way to prevent this from happening is to apply a dab of Vaseline on the steel peg before sliding the brass sleeve on. This will create the necessary friction to prevent it from slipping off.

With pins in place in each part, arrange the parts so there is at least a 1/4" (6mm) between them and the edge of the mold. 1/4" inch is a good rule of thumb when it comes to mold wall thickness.

This distance also ensures there is enough room for the sprues and vents for each part.
Note the upside down orientation of the torso. This allows us to add the sprue and vents at inconspicuous locations on the part.

Build the clay up to the parting line
The parting line is technically an invisible line on each part that represents where the two halves of a mold will join. If you look at an action figure you bought from a store, you will often see the line and can follow it around each part.
For this figure, we will define the parting line along the top, left, bottom, and right edges of the parts, as though we’re looking at the front of the figure.
Example Parting Line Configuration
Important – Yours may differ depending on the feature of your figure design.

Before you start building up the clay, consider this note about parting lines and undercuts
Undercuts are regions of the silicone mold that overhang a cast part making it difficult to remove from the mold.
Undercuts can be a real problem in a factory that uses steel molds – imagine trying to rip a hard plastic part with an undercut from a steel mold – not gonna happen!
Now, silicone does give you some flexibility, but undercuts large or small can impact the life of your mold.
Consider the design of this leg. It has a dagger at the ankle, a pouch at the mid thigh, and a holster at the hip. Note the misaligned locations of these features. If we were to draw a parting line straight up the leg, some of the features would fall just over the line, creating thin parts in the silicone, or worse an undercut that makes it difficult to remove the part from the mold.

To compensate for the location of the design features, we could draw an undulating parting line that neatly bisects each feature:

Or, we could reposition the design features to be more aligned along a straight line:

Now, let’s continue building up the clay…

Important – To ensure the pin location stays consistent in the resin casting of the torso, we need to create a way to hold the pins in the mold when we cast the resin. To do this, we will create space around each pin in the torso so that the silicone we pour will cure all the way around them. This will create a nice hole in the mold to hold each pin.
The pins on the appendages will not be reinserted into the mold because they will be cast in resin instead.
The illustration below shows the area around each pin that we need to leave open for the silicone.


Although silicone is flexible enough to stretch over embedded pins, not all silicones are the same. For instance, tin cure silicone is not as strong as platinum cure, causing it to tear more easily. The shore hardness, measured by a durometer, indicates the relative hardness of the silicone. Harder silicones like those with a shore hardness of 30A stretch less than 20A. A silicone with a shore hardness around 20A is ideal for molds like this one because it stretches easily around the pins we set in the mold when casting.

Smooth the clay at the parting line
Important – Take your time with this step. The cleaner your parting lines the less you’ll need to clean up each casting.
The parting line goes completely around each part and where it falls depends on the design of the part. See this section for more insight on parting lines.
The clay around the parting line should be as smooth as possible and tight to each part. Use a flat tip sculpting tool to create a smooth finish and be sure there is no gap between the clay and the part.


Mark sprues & vents with placeholders and/or scoring the clay
A “sprue” is the point where your casting liquid will enter the mold. The “vent” is where air will escape the mold cavity.
Before building up the clay, you should have already thought about where your sprues and vents will go. Now is the time to mark them in the clay so you know where to cut after the silicone has cured.
You have two options for marking your sprues and vents:
Use a placeholder
Score the clay and cut the silicone later.
Using a placeholder
The purpose of the placeholder is to create a cavity in the silicone so you don’t have to carve it out later. It’s really a shortcut. You can buy red wax strings in various diameters (illustrated below) or you can use household items like pencils or toothpicks.
Scoring the clay
The other option is to score the clay, letting the silicone take an impression of the score marks, indicating where to cut the silicone once it has cured.

Add mold registration keys
Mold registration keys ensure the mold halves don’t shift during casting.
Making registration keys is as easy as taking the back end of your sculpting tool or a paint brush and pressing it into the clay.
The holes should be no more than a 1/4" (6mm) deep and about as wide or wider than a pencil. If the holes are too narrow, the silicone flowing into them can create air bubbles.
Be careful to not place them too close to your parts and create thin spots in your mold.

Trim the clay bed to size
Using a right angle ruler or similar tool, mark and cut the clay bed to its final dimensions. Remember to leave at least 1/4" (6mm) around the outer edge.


Build the mold box
First, determine the dimensions of the clay bed
Measure each side of your clay bed.

Then measure the height of your mold. Remember to add 1/4" (6mm) above your parts. For features like toes, you can have a little less space, since there will be a lot more silicone around the tip of the toes.
Be sure to add a little extra to the height so that you don’t have to pour the silicone to the very top.

Next, cut the mold box walls
There are MANY ways to make a mold. This is just one way.
Things to think about when choosing which mold wall method to use:
Whether to cure the silicone in a pressure pot – If you plan to cure your resin castings under pressure, then you silicone needs to be bubble free. There are two ways to achieve this: De-gas your silicone using a vacuum chamber or cure the silicone under pressure. If you plan to do the latter, then your mold boxes should be able to fit in your pressure tank.
Ease of joining parts – Some mold box designs require gluing wall pieces together, while others employ clamps. If you plan to glue walls together, the number of joints depends on the way you form the walls. The following design using a folding technique to reduce the number of joints to glue.
Minimizing waste / Reusing parts – The adhesive you use to join your parts is a key factor in whether the wall can be used multiple times. And because this is a 2-part mold, you’ll need to make the mold walls twice, so reusing them can save you time. Two adhesives used to join mold walls are hot glue and sticky wax. Sticky wax is strong and releases cleanly. Hot glue can adhere to paper products and tear layers of the surface which might compromise the mold wall.
The mold box walls in this design use a folding technique to reduce the number of joints to glue.

Start with a sheet of cardboard, foam core, or chipboard. When using foam core, consider your dimensions to account for the extra thickness.
Depending on the length of your mold walls and the size of your available mold wall material, you may be able to get 2 or more sides in one strip of material.
For example, 2 sides of this mold box design equals 8”, which fits in this 11” long sheet of cardboard.
Be sure to add 3/4" to each strip to serve as a tab to wrap around at the corners.

The example below shows the two strips and their corresponding fold lines that you can score with a hobby knife.
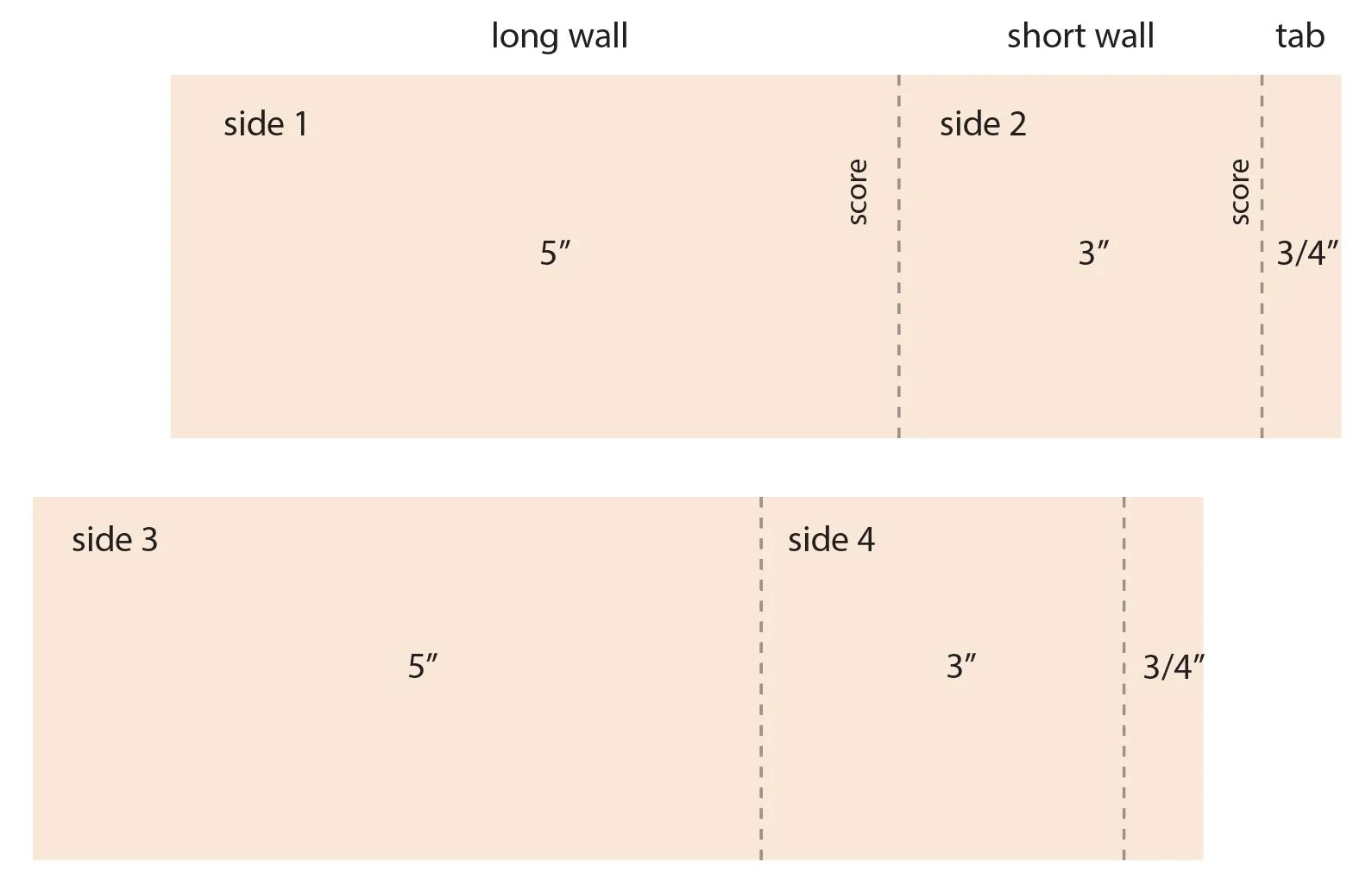
Once cut, scored, and folded you can then wrap it around your clay bed. Then glue the corner joints and sides to the work surface.

Pour the silicone for Side A and let cure
Once you mix your silicone, pour it in a thin stream, starting at the lowest point in the mold box. Let it fill the mold from that point, allowing the silicone to fill the registration keys and details.
Important – Do not pour the silicone directly on top of your sculpted parts. This can cause air to get trapped under the silicone. This is why you let the silicone fill up around the parts and cover them, filling in the details as it rises.

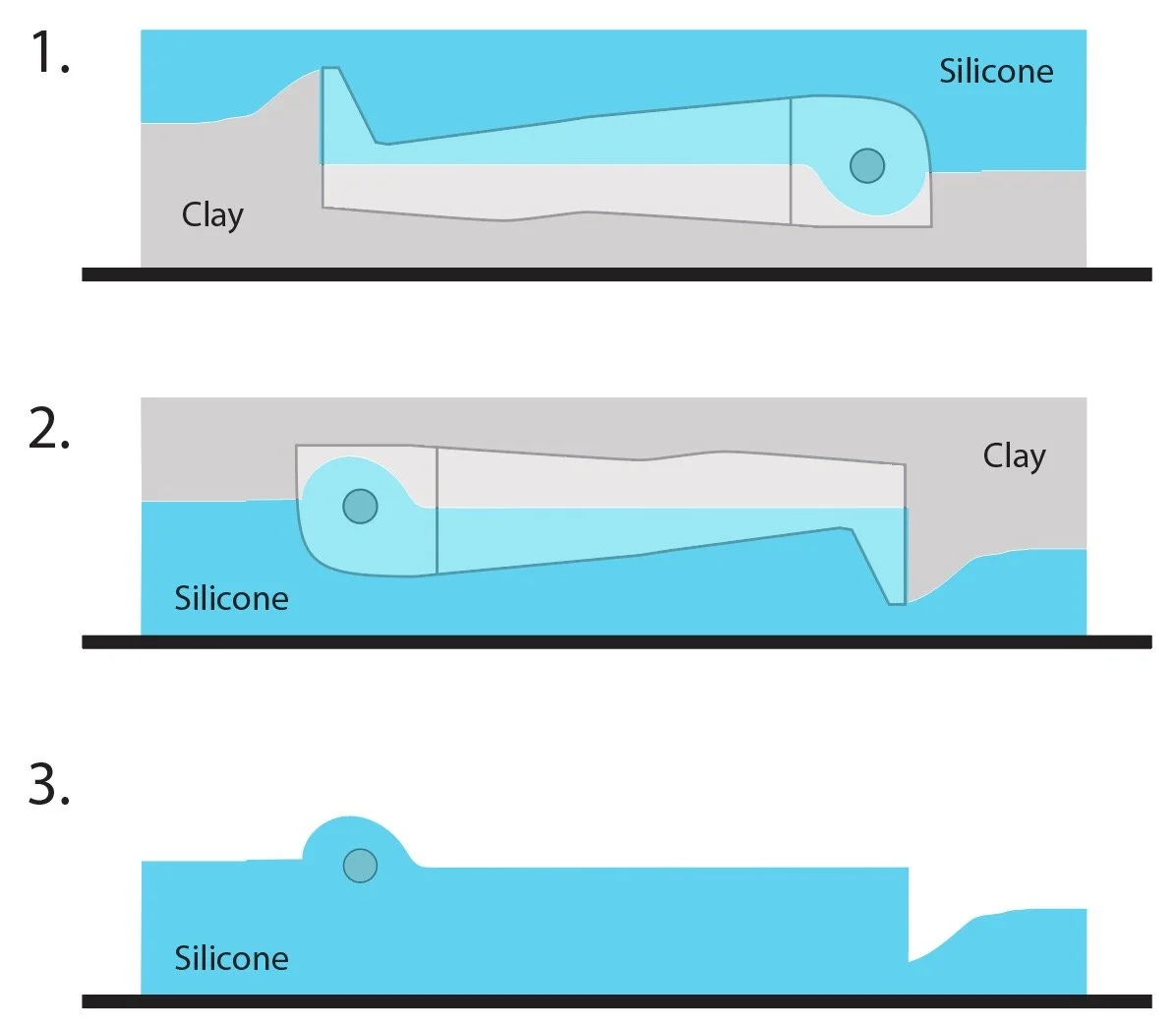
Preparing for the second half of the mold
Preparing to pour the second half of the mold is pretty easy, with a few important details:
Remove the mold walls
Flip the mold over
Remove the clay
Important Note A – When removing the bulk of the clay, do your best to not dislodge the sculpted parts from the silicone. If they come out and you’re not able to fit them in exactly right, then the silicone for the second half could seep into the gaps of the misaligned part.
So if your part(s) does come out, remove it completely and apply mold release in the empty cavity to prevent the next silicone from curing inside the gaps. Then place your part back in the mold.
Important Note B – Remove any leftover clay crumbs from the nooks and crannies of your sculpted parts that can create unwanted details in the casted parts. Also be sure to clean out the clay along the parting lines as well.
Important Note C – Trim the outer edges of the silicone. This will allow it to lay flat when flipping it over and let the mold wall corners fit nicely. You can use scissors to trim the silicone.
4 - Add the mold walls & apply mold release
5 - Pour the second batch of silicone
6 - Remove the mold walls once the silicone cures

If you’re able to reuse your mold walls, simply glue them back in place. Otherwise, cut new wall pieces.
Important Note D – Applying mold release to the surface of Side A critical! Without a mold release agent, the second silicone batch will cure to the first, forcing you to cut out the original sculpted parts.
A simple mold release is to brush on a thin coat of Vaseline. Professional grade mold release is typically sold wherever you buy your silicone.
Make sure it covers all the silicone surfaces, including inside the mold registration keys. It will make the surface of the silicone look shiny.
Removing the two parts will reveal the final registration keys.
To remove the parts with inserted pins, you will need to stretch the silicone off of the pins.

The final two parts of the mold should look something like this.

Prep for Casting
Cut the Sprue Funnels & Vents
The sprues and vents are an essential feature of the mold design. The diameter of the sprues and vents affect how easily the liquid casting material (eg. wax or resin) flows into the mold. Tighter vents can restrict the flow of air and back up the liquid flowing in.

Using a sharp hobby knife (and being VERY carefully) cut the silicone along the sprue and vent markings.
Take care when cutting the sprues and vents at the point where they enter the cavity for each part, because the larger and rougher the openings, the more sanding and finishing is needed.


Insert Nylon pins
The final step for preparing the mold for resin casting is to insert the 3/16” diameter Nylon pins. The resin will be cast around these fixtures. Once removed from the torso casting, they will leave a hole that matches the diameter of the pegs on each appendage.

Casting Resin
More in-depth information on resin casting is coming soon!
Extracting & Cleaning the Resin Casting
Once the resin has cured and cooled, separate the two halves of the mold. Carefully stretch the mold over the embedded pins to release each part.
Important – Because the pins are made of Nylon, their surface can become rough after multiple pulls. When this happens, sand down any rough burrs and ensure that you use the same side for each casting, being sure to embed the rough end in the silicon, while the smooth end sticks out into the cavity.
It’s not uncommon for resin castings to have flashing, or regions where the resin has seeped between the mold halves, but it should be easy to scrape off with a hobby knife or even your fingernail.
Trim the sprues and vents and test the fit of the appendages. If the resin cast pegs are too long, gently sand them down to fit. If the pegs are too loose, add a drop of super glue at one point and sand down until the fit has the desired amount of friction.

